MIM (Metal Injection Molding)製程包括: 材料混練 ,造粒,射出 ,脫
脂,燒結,後加工等。與傳統之金屬加工大不相同,MIM 因以射出成型
方式製造部品,所以類似塑膠射出,設計部品時要加以注意,如澆口位置
,合模線位置,頂針位置等,如何不影響產品之功能與美觀。
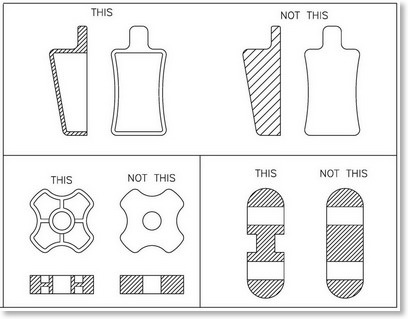
此外,金屬射出成型部品於脫脂燒結時會有約 20% 之縮收,其尺寸公差約
在0.3% ~ 0.5%之間,在燒結時部品最好有一平面或是共平面提供支撐,減
少燒結時之變形,否則須治具, 增加製造成本,如下圖示:
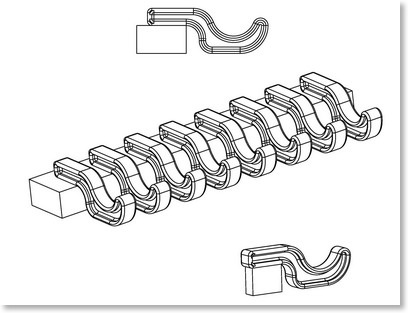
金屬射出成型部品厚度以不超過 10mm , 長度以不超過100mm為原則,
最佳厚度約 1~3mm,孔洞與凹槽的設計可以容易的藉由 MIM來製造,
因此部品不必要的部份可以掏空處理,以減少材料與重量,降低成本,
如下圖示: